Learn end milling basics types and best practices for beginners with Vast carbide tools for precision CNC machining and improved efficiency.
What Is End Milling Understanding the Process and Its Core Principles
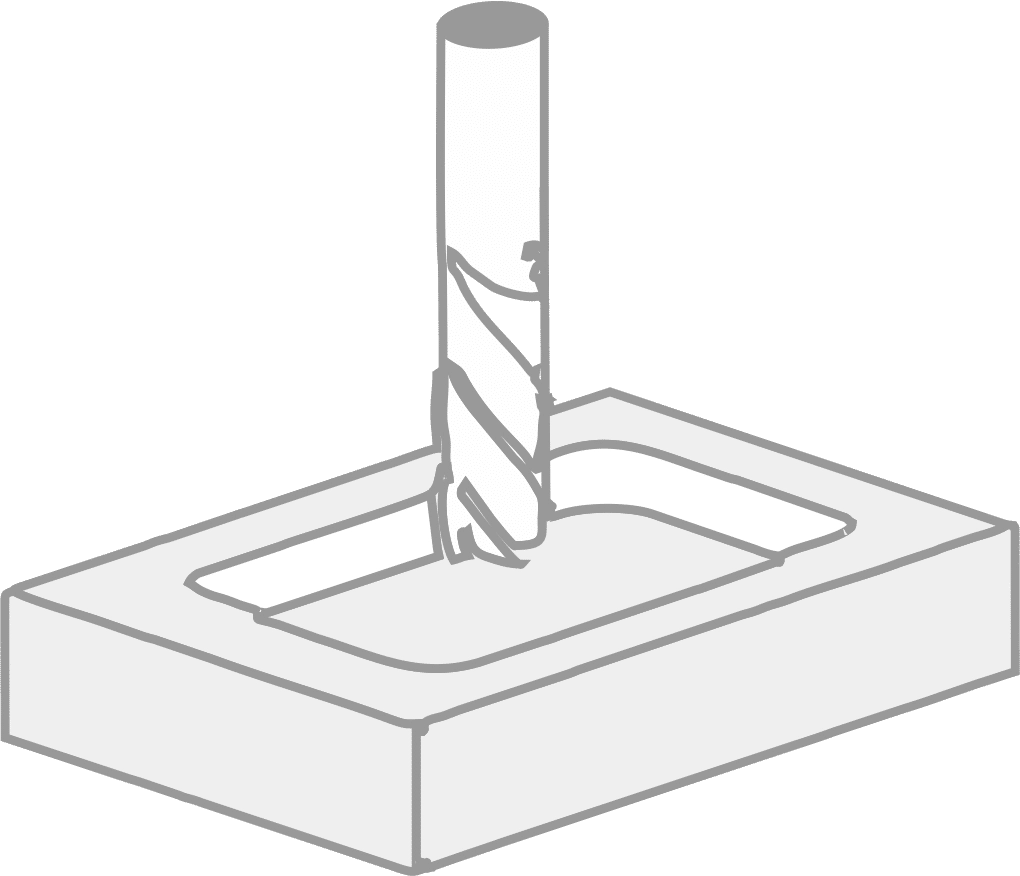
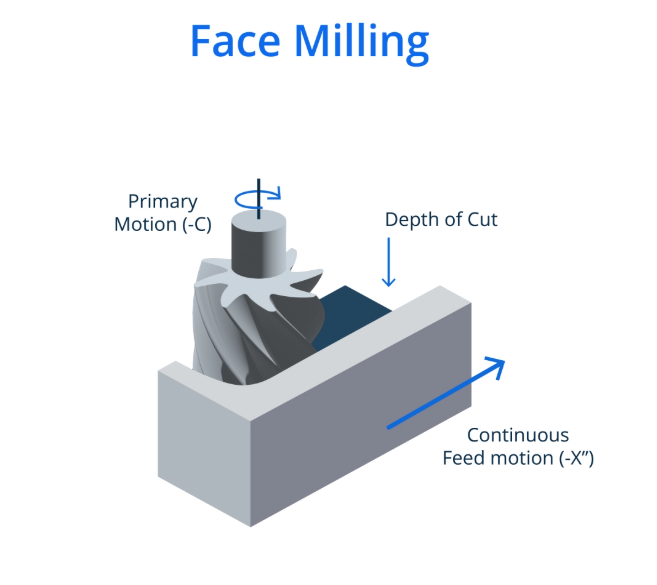
End milling is a common machining process that uses a rotating cutter to remove material from a workpiece. Unlike other milling types, such as face milling which focuses on the surface, end milling cuts with the end of the tool, allowing precise holes, slots, and contours to be created.
How End Milling Works
- The end mill spins on its axis while moving along the workpiece.
- It cuts in different directions—axially (up and down) and radially (side to side).
- This versatility allows for complex shapes and profiles.
Differences From Other Milling Types
- End milling focuses on cutting with the bottom and sides of the tool.
- Face milling usually cuts only on the tool’s outer edge and is best for flat surfaces.
- Slot milling uses end mills but emphasizes narrow, deep cuts.
Key Components and Setup Basics
- The spindle holds the end mill and controls rotation speed.
- The workpiece is secured firmly, often in a vise or fixture.
- Proper speed and feed rates depend on material and tooling.
- Basic programming involves G-code commands to guide the tool path, including moves in X, Y, Z axes.
Historical Context and U.S Applications
End milling started gaining traction in the early 20th century as milling machines evolved for metal fabrication. In the U.S., industries like aerospace, automotive, and manufacturing quickly adopted end milling due to its precision and ability to handle tough alloys. Today, it’s a staple in both large-scale factories and small job shops across the country.
Understanding the core mechanics and differences of end milling sets a solid foundation for selecting the right tools and techniques for your projects. Ready to dive deeper into the types of end mills? Let’s explore what works best for your needs.
Types of End Mills Choosing the Right Tool for Your Project
End mills come in different shapes, sizes, and materials, so picking the right one matters a lot. The main categories are based on geometry cURL Too many subrequests. flute count:
- Square end mills have a flat cutting edge, perfect for sharp corners and slotting.
- Ball nose mills have a rounded tip, great for 3D contouring and curved surfaces.
- Roughing end mills feature serrated edges designed to remove large amounts of material quickly.
- Corner radius mills add strength and reduce chipping on edges.
Flute count usually ranges from 2 to 6:
- Fewer flutes (2-3) offer better chip evacuation and are great for softer materials like aluminum.
- More flutes (4-6) provide a smoother finish but need better chip control, ideal for harder metals.
Materials and Coatings Overview
- Carbide end mills are the go-to for most jobs in the US—they’re tough, wear-resistant, and handle higher speeds.
- High-speed steel (HSS) cURL Too many subrequests.
- cURL Too many subrequests. TiN (Titanium Nitride) or TiAlN (Titanium Aluminum Nitride) cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
|——————–|————————|————|——–|—————-|
cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
- cURL Too many subrequests. cURL Too many subrequests.
- cURL Too many subrequests. chatter cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
Choosing Speed and Feed Rates
Selecting the right speed (RPM) and feed rate is key. Here’s what to keep in mind:
- Material matters: Softer materials like aluminum can handle higher speeds. Harder metals like steel need slower speeds but higher feed pressure.
- Tool specifics: Match your feed and speed settings to the type of end mill and its diameter. Carbide end mills often allow faster speeds than HSS tools.
- When in doubt, check the manufacturer’s guidelines to avoid tool wear or breakage.
Basic G-code Programming for Milling Paths
Most end milling jobs use CNC machines that follow G-code commands. For beginners:
- Start simple: Focus on basic linear moves (G01) and rapid moves (G00).
- Define depths carefully: Set your cutting depth per pass; avoid removing too much material at once.
- Use canned cycles for pocketing or contouring to save programming time.
Conventional versus Climb Milling and Depth Rules
Understanding these milling styles helps optimize your setup:
- Conventional milling feeds the tool against the rotation. It’s easier on older machines but may cause more tool wear.
- Climb milling feeds the tool with the rotation, offering better finishes and tool life if your machine is rigid enough.
- Always start cutting with shallow depths (around 1/3 of the tool diameter) and increase gradually as you get comfortable.
Safety and Chip Evacuation Techniques
Safety can’t be overlooked:
- Always wear eye protection and avoid loose clothing around the milling machine.
- Use a chip guard or enclosure if possible.
- Efficient chip evacuation keeps your cutting area clear and prevents tool damage — options include air blasts, coolant, or a chip conveyor.
- Clean the workspace regularly to avoid slips or jams.
By following these steps, you’ll set up your end milling projects with confidence and efficiency, whether you’re working in a local machine shop or your home workshop here in the US.
End Milling Best Practices Tips to Maximize Efficiency and Tool Life
Getting the most out of your end mills means dialing in the right feed rates and cutting depths. Too fast or too deep can wear your tool quickly, while too slow wastes time and can cause rubbing. Here are some tips to keep your end milling efficient and your tools lasting longer.
Optimizing Feed Rates and Depths
- Follow manufacturer guidelines for feed and speed — Vast carbide end mills often come with recommended settings.
- Adjust feed rates based on material — softer metals like aluminum allow higher feeds, while harder steels need slower, steady cuts.
- Start with conservative depths of cut — usually between 0.5 to 1 times the tool diameter, then adjust based on finish and tool wear.
- Avoid aggressive axial depths for standard end mills to prevent tool breakage and chatter.
Common Pitfalls and Troubleshooting
- Chatter cURL Too many subrequests.
- cURL Too many subrequests. cURL Too many subrequests.
- cURL Too many subrequests. cURL Too many subrequests.
cURL Too many subrequests.
- AluminumcURL Too many subrequests.
- SteelcURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
- cURL Too many subrequests.
- cURL Too many subrequests.
- cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
When it comes to end milling, Vast stands out as a trusted brand in the U.S. market. We offer affordable, high-precision carbide end mills designed to deliver consistent results whether you’re machining aluminum, steel, or other materials. Our tools are engineered with top-quality coatings and optimized helix angles to reduce chatter and extend tool life, helping you get the job done faster and cleaner.
Vast focuses on supplying a wide range of end mills—from roughing end mills to ball nose and precision contouring tools—perfectly suited for both CNC end milling and manual setups. Plus, our products are backed by reliable customer support and fast shipping right here in the USA.
Ready to elevate your milling projects? Check out the full selection of Vast carbide end mills and start milling with confidence today.